
A Measured Approach to Improvements in Rail Grinding
By Mike Gilliam and Russell Rohlfs • July 2010
The Union Pacific Railway has 30,000 mainline miles of track over 23, primarily, western states. It has more than 6,500 miles of curves, which require significant maintenance efforts, such as rail grinding and lubrication. It’s a challenge to manage the rail assets, as rail weights have varying replacement criteria, and various metallurgies require different grinding frequencies. This challenge led to re-organization a couple years ago, and creation of the Director of Rail Management position.

The Director of Rail Management is charged with eliminating service failures and maximizing the rail asset. Previously, many of the functions in the Maintenance group were not centralized, but controlled by each operating region or service unit. This resulted in a multitude of different standards, practices and operating procedures.
UP has since centralized control in an effort to maximize the benefit for the money spent on grinding, lubrication and other programs. While rail grinding or lubrication may have a very attractive ROI on their own, they are battling for funding with tie, rail, turnout, yard rehab and surfacing projects, to name a few. Each expenditure must be able to demonstrate an extension in asset life, or increase in the level of service.
Based on the preventive grinding cycle frequencies currently recommended by AREMA, UP would need to grind approximately 19,000 pass miles per year. This assumes that there is new rail in all of the locations to be addressed by a preventive grinding cycle. This is not the case on UP. Many curves require multiple cycles with multiple passes in order to get the rail into the desired profile condition. In order to do this, UP estimates the annual requirement is closer to 23,000 pass miles. Based on the number of available grinding hours per day (3.04 hours per day in 2009), UP would need to work 4.25 grinders the entire year; it’s currently working only four. How can UP bridge this gap?
With costs increasing faster than budgets, there are three likely options. UP can:
• Increase grinding time, which requires an internal balancing act based on the need to move freight to pay for the grinders and maintain the fixed assets.
• Become more efficient with the available grinding time.
• Increase the grinding budget (which should be pursued only after the first two options have been exercised).
Scheduling grinding work represents an ongoing challenge at UP. Maintaining tonnage-based cycles is not always possible. Because of fire danger in the western U.S., some territories that should be ground three or four times per year can be ground only once per year. This requires multiple passes on curves, which requires excessive metal removal and results in low productivity rates — neither of which is cost effective.
Another consideration is that some territories have a mix of Head-Hardened (HH) and Standard Strength (SS) rail. Because of the logistics, UP has to choose to grind at either the HH frequency or the SS frequency. This leads to either over grinding or making more passes than otherwise necessary — both of which reduce the productivity and cost effectiveness of the grinding machine. Some of this can be remediated with good record keeping of the rail type, which enables the grinder to increase the grinding speed and reduce the metal-removal rates on the HH rail, and to reduce the grinding speed and increase the metal remove rates on the SS rail. This procedure requires thorough pre-inspections and good communication with the machine operators.
Improving Efficiency
The need to increase grinding time results in an internal negotiation between those who need the track time and those who grant the track authority. This is an on-going battle that every M/W discipline faces. UP has worked to increase awareness of the importance of grinding to operations and the dispatching center management. We have set goals for grinding permit time, and discuss them daily on system conference calls in much the same way that we manage track curfews for large renewal gangs. This creates accountability for maximizing on-track windows. We have also educated dispatchers on how the grinder works, what it does, where it can clear and the costs associated with not working the equipment. Helping them understand the value from a defect-prevention standpoint helps them understand how grinding can reduce the need for slow orders or track time to repair a defect or service failure later.

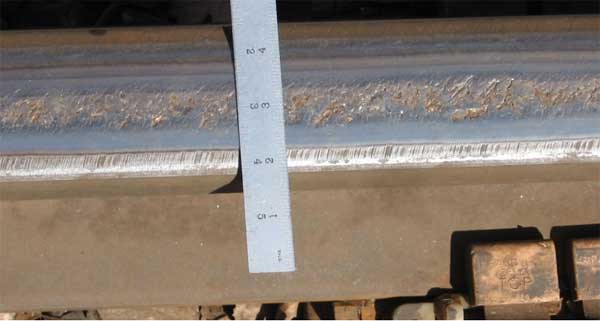
Once a track window has been granted, the UP grinding team and the service provider have to perform as much work as possible within the available track time. We do this in a few different ways. One way is to increase the grinding speed, though this is not as easy as it may sound. The speed and pattern determine the metal removal rate. Faster is not always better. As speed increases, less metal is removed. This can undermine the goal of reshaping the head and removing the micro cracks. So, before increasing the grinding speed, a measure is put in place to ensure the quality of what is being left behind (see Figure 2). If grinding speeds are too slow, or if the wrong pattern is called, too much metal can be removed, resulting in poor productivity and a reduction in rail life. Use of the wrong patterns also requires more passes than may be necessary to achieve the desired result, which also reduces overall production.
Another way to improve efficiency is to identify the appropriate grinding cycles. The use of premium head-hardened rail, which is 30% to 40% more resistant to rolling contact fatigue (RCF) than head-hardened rail made only 10 years ago, has enabled UP to extend grinding cycles and the efficiency of the grinding program, overall.
UP and its service providers are reviewing the horsepower requirements for the various grinding patterns that have been used on the system. Improvements in stone technology may provide opportunities to increase horsepower and grinding speed with some patterns. UP is also reviewing the process of how it determines which patterns and grinding speeds to use. Under the current process, the grinding supervisor pre-inspects the grind locations and calls the first pattern and speed. On multi-pass curves the pattern is called on the grinder. This practice has worked, but there is a tendency to call the same handful of patterns because that’s what has always been done, rather than utilizing some of the other patterns that are available.
Improving Grind Quality
UP is also working with its service providers to move toward computer-generated pattern selection. Most grinders have the ability to use rail profile data to select the best templates to re-shape the rail profile. This could increase grinding speeds and reduce the number of passes required. The cost associated with auto generation of the patterns must be weighed against the productivity gains to determine the potential for productivity increases.
Also tied to grinding speed is the quality of the grind. UP has been working over the past few years to obtain a quality index behind the grinder. This index will allow UP personnel to understand the impact of increasing speeds with certain patterns, for example, and provide a quality audit tool to ensure that the railroad is getting what it pays for. A quality index will also provide a better understanding of the effect of grinding over the life of the rail.
With a quality index, UP will be able to monitor rail on a subdivision or specific segment of track to see if the average profile is getting better or worse. It will then be able to cross reference defects or service failures with rail profile quality. If the data shows that the rail defect rate is higher in areas with poor profile conditions, it can be used to justify increasing the grinding budget, or moving funds earmarked for rail replacement to the grinding program.

UP has established test locations to monitor various levels of grinding. UP is skipping selected curves and tangent sections during their regular grinding cycle to see how fast RCF develops, and to dial in the optimum cycles. Figure 3a shows the amount of spalling that develops at approximately 60-mgt grinding cycles. UP has since cleaned up this curve and kept if free of spalls with 35- to 40-mgt grinding cycles (Figure 3b).
UP is collaborating with the Transportation Technology Center Inc. (TTCI) at a western mega site to compare the effects of preventive grinding to the use of top-of-rail (TOR) friction management on the development of RCF on low-degree curves in heavy-tonnage territory. UP expects to be able to compare the cost of grinding versus friction management and their effects on rail life.
Switch Grinding
After years without a switch grinding program, UP began working a switch grinder again, this year. The major obstacle in the past was obtaining track time. Switch grinding is an inefficient process; much of the track time is consumed traveling between switches, or waiting to grind the turnout side of a switch. Granting permission to grind the turnout side is what gives the dispatch center the most trouble. On double track, which is where switch grinders are typically operated, dispatchers do a good job of providing time on one track. But access to both tracks is needed to fully grind the switch. Granting time on both tracks is hard for dispatchers to do, so the switch grinding program suffers.


Figure 4 shows a crossover on the heavy-tonnage Kearney Sub, the dividing point at which loaded coal goes to either Kansas City or Chicago. Because of the volume and tonnage, these turnouts require a lot of maintenance, from hand grinding to surfacing. If UP can quantify the savings that switch grinding can provide (in all of the maintenance categories), it will be able to obtain additional maintenance funding. Figure 5 shows some of the conditions that could have been prevented with a switch grinding program. Instead, this defect will require replacement of a movable point frog. This comes with very high material and labor costs, not to mention the network impact of having the crossover down while the changeout is done.
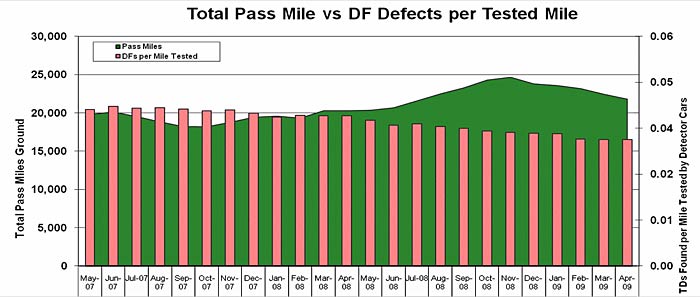
Among the areas that UP is exploring is non-destructive measurement of the depth of cracks on the rail surface. An accurate measurement of crack depth would help grinding supervisors to minimize metal removal and maximize grinding speed. UP is also looking for a way to quantify rail life extension due to grinding. UP currently correlates the number of pass miles ground to the number of detail fractures per mile. As Figure 6 indicates, when the number of pass miles (shown in green) increases, the number of defects (shown in orange) decreases.
Through close monitoring, UP hopes to further extend the life of the rail on the system. Analysis may show that a significant increase in grinding could reduce the need to replace rail in curves, which could enable UP to increase rail programs. For every mile of curve rail that is saved, 1.25 miles of new rail can be added. The ability to lay rail out-of-face, rather than skipping around to lay various curves, can significantly improve the efficiency of maintenance.